different types of hydraulic cylinders
In this blog post we will explain the assembly process. At SAIVS hydraulic, our professionals take care of the process and even though it sounds very simple when put to words, it actually requires careful concentration and expertise.
")
Before the assembly process starts, every part is carefully washed and protected. The purity level of each part is inspected by a washer and an assembler. Washing results and washed parts are sampled daily and their cleanliness is checked in our own cleanliness laboratory. Our washing machines’ washing solution cleanliness along with washing chemistry are examined regularly. We also have an ultrasonic cleaner for small and sensitive parts.
Learn about our gravimetric analysis process from this blog post!
cleanliness hydraulics gravimetric analysis clean Hydraulic Cylinder
")
At SAIVS hydraulic, our logistics people take care that all the necessary components are available for the assembly process. Hydraulic Cylinders have many different parts and components in them, however, the actual structure does not differ much. There is no great difference if the cylinder is small or big: only the equipment change.
All the components and parts are carefully inspected before they are ready for use. An experienced expert is able to feel and see even the smallest impurities, dents or scratches on surfaces. Every component must look, feel and weight right. Our assemblers checks each parts’ cleanliness before starting to assemble them together.
Hydraulic cylinder assembly process
After all the pieces and components have been inspected and their cleanliness has been checked, the actual assembly process can start. First the seals are put in place (for piston, cylinder head etc) along with bearing and snap ring.
The piston and cylinder head are attached to the rod.
The seals are oiled around piston and cylinder head.
After the rod is assembled with every component, the whole package is ready to be installed to tube.
During every step of the way, the cleanliness is the top priority and at every point of the assembly, the surfaces are kept clean and properly wiped if necessary.
The tube is inspected visually too – with light from inside as well – and after that the tube is attached horizontally to an installation bench, a bearing is installed and the tube is oiled properly from inside.
The rod is carefully slid inside the tube with piston end first.
The torque is set according to customer requirements.
After the actual assembly of tube and rod is ready, the bearings and grease nipples are installed.
")
The basic idea stays the same no matter the cylinder. However, as we have written in our previous blogs, there might be different kind of valves, sensors and other special features in hydraulic cylinders depending on customer needs and requirements. The installation of those is done according to given instructions and it depends on the product.
As every cylinder is different, the assembly time differs between products. The time depends, for example, on the amount of components the cylinder requires and size of the cylinder, among other things. As written above, bigger cylinders are assembled in the same manner, but because the sizes and weights can be extremely big and heavy, different kind of equipment needs to be used for lifting and torque.
As we have mentioned, at SAIVS hydraulic each product is designed according to customer needs and that is why each cylinder is its own whole. Therefore, carefully drafted drawings along with working instructions are the most valuable asset for our assemblers: they provide all the necessary information our assemblers need in order to ensure the quality and effectiveness of their work. In the drawings our assemblers find all information about the cylinder from locking materials and torques to test pressures. There are countless different ways to do things and that is why our designers always mark everything for the drawings. For example, certain kind of locking materials might react with certain materials our customer is using and that is why it is crucial to share all the information with our assembly team. The working instructions enable that each cylinder is assembled the right way and the work becomes standardized; all work that can be done in the same way, is done by the same way. As the quality of work stays even, we are able to keep our quality level steady and good.
After the cylinder is assembled, it is ready to be proof tested. We have written about the proof test on our previous blog text; you can read about it here. In most cases, the valves are installed to the cylinder after the proof test. That is because after the assembly, cylinders are “dry” and there is air inside them. During proof test, cylinder is filled with pressurized oil so cylinders must be emptied from the air; if the valves are in place, all of the air might not be able to escape from the cylinder. If pressurized oil is pumped inside a cylinder that is filled with air, this causes a major security risk and might cause a serious accident. Some valves can be used during the proof test but in most cases not.
")
During every step of the way, our assemblers take care that our cylinders are what our customers are expecting. The cleanliness of each part along with their careful inspecting at every point ensures the quality of each product. At the moment, we are making significant changes at our assembly and renewing that part of our production in terms of cleanliness and efficiency in order to improve the assembly process even more and to provide our customers even better service.
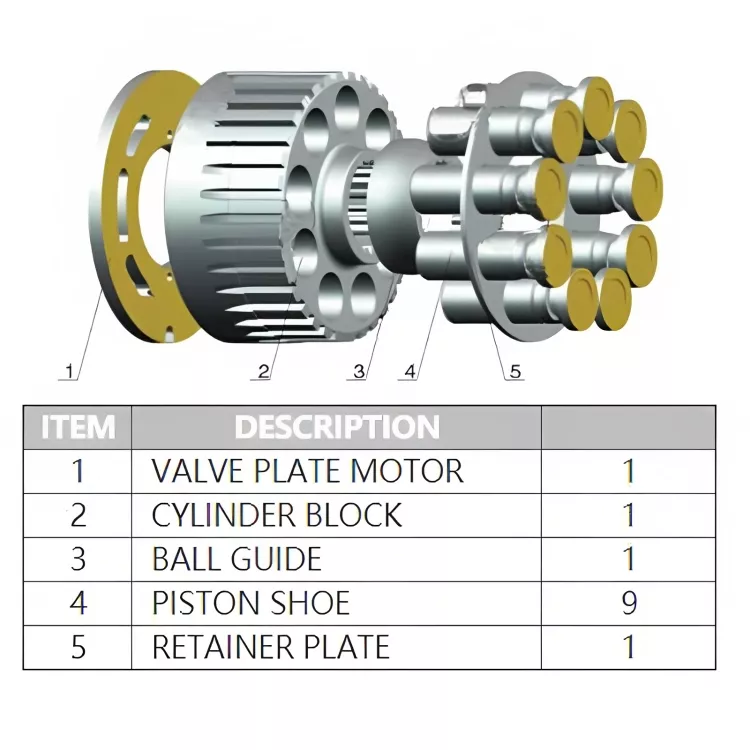
So that was hydraulic cylinder’s assembly process in a nutshell! Below you can see an illustration of a structure of a hydraulic cylinder. The most essential components have been illustrated in the picture. If you have any questions regarding this subject or anything else about hydraulic cylinders, please contact us or follow us on social media.